Maszyna do gięcia rur profilowych: jak zbudować maszynę do gięcia rur własnymi rękami

W gospodarstwach domowych giętarka do rur profilowych nie jest używana tak często, aby kupić drogi sprzęt fabryczny.
Gdy pojawi się taka potrzeba, prostą giętarkę do rur można wykonać prywatnie, wcześniej decydując, jaki rodzaj tego projektu jest odpowiedni do tego zadania.
W tym artykule szczegółowo przeanalizowano różne maszyny do gięcia rur, opisano zasady ich działania i metody budowy.
Treść artykułu:
Rodzaje maszyn do gięcia rur profilowych
Istnieje wiele modyfikacji sprzętu do zmiany konfiguracji rur profilowych. Wynika to z minimalnego promienia gięcia. Jeśli ten ważny parametr zostanie pominięty, zmiana właściwości wytrzymałościowych materiału na gorsze nastąpi w miejscu zgięcia. Musisz także znać pewne szczegóły technologiczne. gięcie rur metalowych i weź je pod uwagę podczas pracy.
Przy wyborze projektu uwzględniającego materiał przedmiotu obrabianego, średnicę, grubość ścianki.
Klasyfikacja giętarek według typu napędu
W zależności od rodzaju napędu maszyny przeznaczone do gięcia dowolnych rur są ręczne, elektromechaniczne i hydrauliczne.
Oswoić. Są to niezwykle proste mechanizmy, które są dostępne do niezależnej produkcji, nawet dla osoby, która nie jest poświęcona zawiłościom pracy z metalem.

Elektromechaniczny. Taka maszyna ma napęd w postaci silnika elektrycznego - krokowego lub konwencjonalnego, połączonego dolnym kołem zębatym. To ostatnie rozwiązanie zapewnia gięcie wysokiej jakości dzięki odpowiedniemu rozkładowi naprężeń.
Urządzenie nie jest łatwe w produkcji, wymaga specjalnej wiedzy i co najmniej odrobiny profesjonalizmu.

Hydrauliczny. Napęd w tym modelu jest ręczny. W przeciwieństwie do prostej konstrukcji ręcznej, w obwodzie znajduje się cylinder hydrauliczny, co znacznie zmniejsza wysiłek mięśniowy podczas zginania.
Rolki dają możliwość zagięcia rury profilowej w dowolnym niezbędnym kierunku. Ręczny profilegib z hydrauliką o niewielkiej masie może zginać asortyment rur o szerokości do 10 cm.

Rodzaje giętarek według metody instalacji
Istnieje podział zagięć profilu w zależności od metody instalacji. Rozróżnij sprzęt stacjonarny, przenośny i poręczny. Maszyny stacjonarne mogą mieć formę prostej płyty betonowej z prętami lub solidnego wyposażenia.
Kompaktowe przenośne giętarki do rur mają podpórkę, ale model do noszenia nie ma podpory, jest odbierany za każdym razem podczas używania sprzętu.
Klasyfikacja maszyn metodą gięcia
Konstrukcja giętarki do profili i jej działanie będą zależeć od metody gięcia. Istnieją 3 główne metody gięcia. Pierwszym z nich jest wytłaczanie, gdy geometria rury profilowej jest zmieniana za pomocą walca odkształcającego, który działa jak stempel. Matryca w tym przypadku jest nieobecna.
Aby wykonać operację, potrzebne są 2 mocne podpory z przeciwnych stron zakrętu, które również służą jako matryca. Jako takie podpory używaj obrotowych butów lub rolek.
Ponieważ siła rośnie stopniowo i stale ma kierunek prostopadły do rury, metoda umożliwia uzyskanie dobrego wyniku końcowego. Stosujemy tę metodę tylko do pracy w małej objętości.
Drugi jest pilny. Aby uzyskać zagięcie, stosuje się zasadę imadła stołowego - odcinek rury jest umieszczony między matrycą a stemplem.
Profile tego ostatniego, aby uzyskać wysokiej jakości gięcie, muszą dokładnie powtarzać geometrię części. A także w obliczeniach należy wziąć pod uwagę odkształcenie resztkowe metalu. W domu ta metoda ma zastosowanie, gdy nie jest wymagana duża dokładność.

Trzeci - walcowanie - uniwersalna metoda stosowana do gięcia rur cienkościennych i grubościennych. Gięcie uzyskuje się poprzez pociągnięcie przedmiotu obrabianego między wałkami - jednym obrotowym i dwoma wspornikami.
Oprócz powyższego gięcie rur można również przeprowadzić następującymi metodami:
Niezależnie od wybranego projektu, w niezależnej produkcji maszyny do gięcia rur należy wziąć pod uwagę zalecenia specjalistów. Wybierając materiał na łóżko, należy wyjść z faktu, że grubość metalu powinna wynosić co najmniej 1/6 szerokości profilowanej rury.
Tak więc, jeśli musisz zgiąć rurę o przekroju prostokątem o parametrach 50 x 25 mm, to aby uniknąć deformacji łóżka podczas zginania, musisz wziąć kanał lub narożnik o grubości co najmniej 10 mm. Płyta podstawy i stempel z matrycą powinny być 2 razy grubsze.
Optymalna średnica rolek to minimum potrójne rozmiary sekcji. Półka kanału i kąt wzięty do produkcji ramy powinien wynosić odpowiednio 2 i 3-krotność szerokości rury. Jeśli musisz pracować na gięciu rur profilowych o przekroju prostokątnym 50 x 25 mm, potrzebujesz kanału 100 x 10 lub narożnika 150 x 10.
Wykonujemy hydrauliczną giętarkę do rur
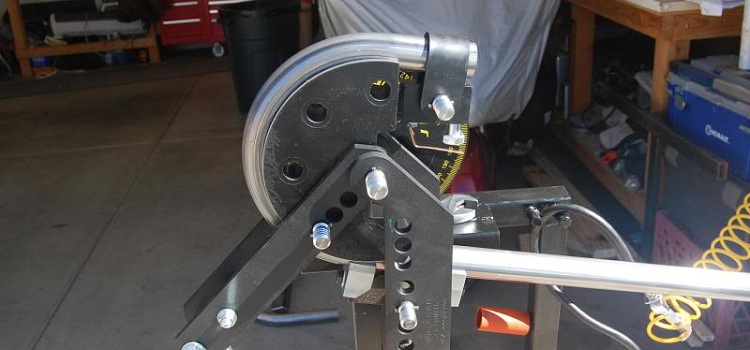
Weźmy pod uwagę obrabiarkę hydrauliczną, w której zginanie następuje z powodu przepchnięcia rury środkowej przez środek za pomocą stempla zamocowanego na pręcie wznoszącym. W wyniku bliskiego kontaktu przedmiotu obrabianego, spoczywającego na dwóch stacjonarnych rolkach, z ruchomym stemplem, ten drugi nabiera kształtu.

Do oznaczenia powierzchni roboczej kładzie się oś pionową, a w odległości wskazanej na rysunku od krawędzi i osi odnotowuje się położenie dolnych otworów. Następnie zaznacz położenie górnych otworów, cofając się w żądanej odległości od krawędzi. Łączą prostą linię ze środkiem tych otworów i układają na niej równe segmenty.
Osie otworów pośrednich będą znajdować się na przecięciu znaków wykonanych z osią nachyloną. Otwory na powierzchni roboczej są potrzebne do kontrolowania promienia gięcia obrabianego przedmiotu profilowanego. Ponieważ powierzchnia robocza składa się z dwóch lustrzanych części, druga jest oznaczona w ten sam sposób.
Wysokość maszyny zależy od parametrów podnośnika i odległości wskazanej na rysunku symbolem „a”. Aby wygiąć rurę profilową o szerokości 15 mm, szczelina w stanie nieczynnym podnośnika powinna wynosić około 20 mm.
W tym projekcie siła przenoszona przez stempel jest skoncentrowana w jego górnej części. W wyniku tego efektu zewnętrzny promień rury ulega naprężeniu, co może powodować przerzedzenie ściany, aw niektórych przypadkach pęknięcie. Dlatego nie zaleca się używania tej maszyny do odkształcania cienkościennych elementów.
Giętarka do rur DIY
Na takim sprzęcie obrabiany przedmiot przybiera określony kształt poprzez walcowanie. W warsztacie domowym łatwiej jest wykonać konstrukcję 3-rolkową z napędem ręcznym. Rozważ dwie opcje dla takich maszyn.
Opcja platformy obrotowej
Zasada budowy takiej maszyny do gięcia rur o przekroju innym niż okrągły jest następująca:
- Główne łóżko jest połączone przegubowo z obrotową platformą, która ustawia kąt zgięcia.
- Platforma jest napędzana przez podnośnik spoczywający na niej przez pręt roboczy.
- Przeciąganie profilu odbywa się poprzez obrót uchwytu umieszczonego na wale pośrednim.
Do produkcji podstawy i stojaków maszyny wymagany jest kanał o wysokości ściany od 150 do 200 mm w wysokości około 3 m. Stalowa rura o wewnętrznej średnicy równej zewnętrznej średnicy łożysk, która jest podzielona na 6 krótkich segmentów, nadaje się jako łożyska łożysk, podstawa rolek.

Z kanału powstaje baza i dwie platformy. Po opuszczeniu z jednej strony około 0,5 m pionowy stojak jest spawany z tego samego kanału. Aby to zrobić, dwa segmenty są sparowane, aby stojak był mocny.
Ściśle przestrzegając pozycji poziomej, montują stacjonarną platformę, a tylny bagażnik jest do niej przyspawany. Następnie biorą odcinek rury profilowej i zwiększają ograniczniki o wysokości nie mniejszej niż grubość rury profilowej, której deformacji należy dokonać na produkowanej maszynie.
Platforma prowadząca jest połączona z ramą główną za pomocą zawiasów drzwiowych. Łożyska są montowane na przedłużonych ogranicznikach i krawędziach obu platform poprzez spawanie i wzmocnienie konstrukcji za pomocą narożników. Wały są wkładane do łożysk, a uchwyt jest przymocowany do środka.
Podnośnik jest montowany pod krawędzią platformy prowadzącej i mocowany do podstawy za pomocą połączenia śrubowego.
Montaż giętarki do rur za pomocą obrotowej platformy odbywa się w następującej kolejności:
Trzy walcowa maszyna walcująca
Na tej maszynie rura jest układana na rolkach umieszczonych po bokach. Górny ruchomy wałek jest opuszczany na produkt od góry i w ten sposób mocowany. Następnie obróć uchwyt i przez łańcuch przekaż ruch na wałki. Rura rozciąga się i zmienia swoją geometrię.
Stopniowo zwiększając ciśnienie poprzez dokręcenie śruby zaciskającej i pociągnięcie przedmiotu obrabianego, uzyskują zgięcie rury pod wymaganym kątem.

Aby maszyna działała zgodnie z tym schematem, konieczne jest przygotowanie półki i metalowych produktów w kształcie do ramy, wałów, 4 mocnych sprężyn, łańcucha, łożysk, elementów złącznych i innych szczegółów. Do montażu łożysk wymagane są 3 wały o parametrach odpowiadających zębnikom i łożyskom.
Dwa wały są przeznaczone do bocznego ustawienia, a trzeci (zaciskowy) - do zawieszenia na sprężynach. Te przedmioty najprawdopodobniej trzeba będzie zamówić w warsztacie, a resztę można zrobić własnymi rękami.
Skład wału mocującego obejmuje łożyska, koła zębate i pierścienie. W pierścieniach nacina się gwint pod śrubami mocującymi i wykonuje się rowki. Na półkach kanału wykonać siedzenia pod wałkiem mocującym. Na ostatnim etapie konstrukcja jest montowana począwszy od instalacji ramy.
Następnie wałek zaciskowy na sprężynach przymocowanych do półki za pomocą klucza jest zawieszony.Wały wsporcze są instalowane po bokach, a łańcuch jest ciągnięty między nimi, używając magnetycznego narożnika jako uchwytu.
Na jednym z nich mocuje uchwyt za pomocą obrotowej rury, a następnie wykonują instalację podnośnika. Przymocuj go do platformy za pomocą śrub i spawania.
Podczas instalowania wału zawieszenia przestrzegana jest pewna sekwencja: najpierw zainstaluj go na półce, nakrętki pod sprężynami są przyspawane, platforma jest odwrócona i połączona ze sprężynami. Należy zauważyć, że wraz ze wzrostem odległości między rolkami siły wywierane na zginanie maleją.
Aby złożyć giętarkę do rur, potrzebujesz:
Na naszej stronie znajduje się jeszcze kilka artykułów opisujących szczegółowo opcje domowych urządzeń do gięcia rur profilowych, zalecamy przeczytanie:
- Jak sam zbudować giętarkę do rur profilowych: przegląd najlepszych domowych produktów
- Jak zrobić giętarkę do rur własnymi rękami: przykłady najlepszych domowych produktów
Jak zginać rurę profilową w prosty sposób?
Najbardziej prymitywnym urządzeniem do zmiany kształtu rury profilowej jest użycie drewnianego szablonu. Można go stosować w przypadku gięcia cienkościennych rur ze stali lub aluminium. Aby stworzyć taką zaimprowizowaną maszynę, biorą deski, łączą je w dowolny sposób i wycinają szablon.

W miejscu kontaktu z rurą grubość szablonu powinna być większa niż wysokość przekroju rury profilowej o kilka centymetrów. Krawędź szablonu jest wykonywana ze spadkiem, w przeciwnym razie rura może się poślizgnąć.
Konstrukcja jest wyposażona w ogranicznik i przymocowana do stabilnej podstawy. Rura jest umieszczana między płaszczyzną szablonu a ogranicznikiem, a materiał zaczyna się zginać, zaczynając od krawędzi rury. Jeśli rozpoczniesz proces gięcia od środka, wówczas cienkościenna rura może się spłaszczyć.
Możesz włożyć metalowy pręt do rury o średnicy równej otworowi rury lub możesz po prostu wziąć kawałek rury i położyć go na koniu obrabianego przedmiotu. W każdym razie będzie to wygodniejsze.
Aby uzyskać więcej informacji na temat gięcia rury profilowej bez specjalnego wyposażenia, przeczytaj te rzeczy.
Na tej samej zasadzie powstają mocniejsze maszyny. W tym przypadku siła jest tworzona za pomocą wciągarki, a rura jest mocowana mocniej, aby się nie złamała.
Wnioski i przydatne wideo na ten temat
Podstawowe zasady produkcji maszyny do obróbki rur kształtowych:
Giętarka do rur, blisko projektu fabrycznego:
Ze wszystkich opcji dla maszyn do formowania rolek należy wybrać projekt najbardziej odpowiedni do celów jego zastosowania. Czasami wystarczy najprostszy mechanizm, aby zapewnić sobie niezbędną ilość giętego profilu bez żadnych specjalnych kosztów finansowych.
Czy masz osobiste doświadczenie w budowie giętarki do rur? Być może możesz podać przydatne informacje na temat artykułu i opublikować zdjęcie wykonanego urządzenia? Proszę zostawiać komentarze, dzielić się doświadczeniami, zadawać pytania w bloku poniżej.
 Jak zginać rurę profilową własnymi rękami bez specjalnych narzędzi
Jak zginać rurę profilową własnymi rękami bez specjalnych narzędzi  Samodzielna instalacja rur HDPE: instrukcje spawania + sposób gięcia lub prostowania takich rur
Samodzielna instalacja rur HDPE: instrukcje spawania + sposób gięcia lub prostowania takich rur  Rękodzieło z rur propylenowych: zrób to sam domowej roboty
Rękodzieło z rur propylenowych: zrób to sam domowej roboty  Jak zrobić krzesło z rur polipropylenowych własnymi rękami: instrukcje krok po kroku dotyczące produkcji
Jak zrobić krzesło z rur polipropylenowych własnymi rękami: instrukcje krok po kroku dotyczące produkcji  Samodzielna instalacja rur miedzianych: technologia instalacji rur miedzianych
Samodzielna instalacja rur miedzianych: technologia instalacji rur miedzianych  Technologia spawania DIY rur polipropylenowych: przegląd metod i niuansów
Technologia spawania DIY rur polipropylenowych: przegląd metod i niuansów  Ile kosztuje podłączenie gazu do prywatnego domu: cena organizacji dostaw gazu
Ile kosztuje podłączenie gazu do prywatnego domu: cena organizacji dostaw gazu  Najlepsze pralki z suszarką: ocena modelu i wskazówki dla klientów
Najlepsze pralki z suszarką: ocena modelu i wskazówki dla klientów  Jaka jest temperatura barwowa światła i niuanse wyboru temperatury lamp do własnych potrzeb
Jaka jest temperatura barwowa światła i niuanse wyboru temperatury lamp do własnych potrzeb  Wymiana gejzeru w mieszkaniu: wymiana dokumentów + podstawowe normy i wymagania
Wymiana gejzeru w mieszkaniu: wymiana dokumentów + podstawowe normy i wymagania {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}